


伺服400吨油压机|400吨玻璃钢水箱油压机
产品分类: 400吨油压机
当料块进入模腔后,400吨伺服油压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化...
订购热线:18306370898
山东威力重工机床有限公司油压机厂家可按客户要求加工定制,如油压机的台面大小、行程长短、开口高低、工作压力、运行速度、自动上下料、自动/半自动等。量身打造优质油压机设备,满足客户生产工艺需求。
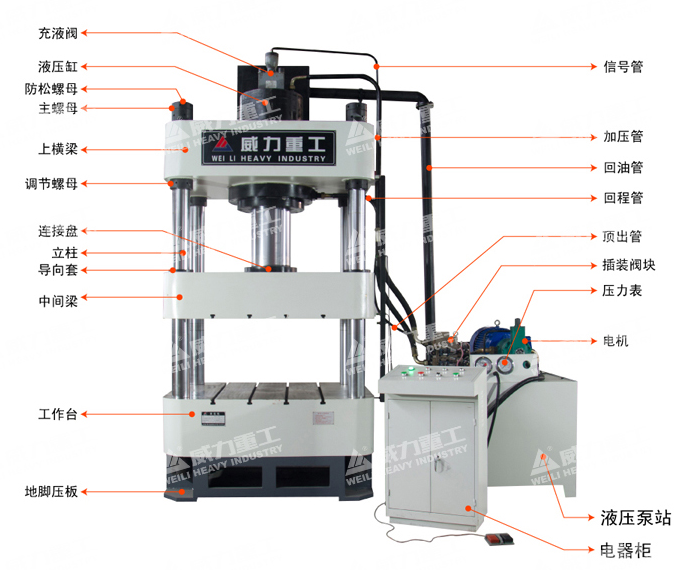
伺服400吨油压机|400吨玻璃钢水箱油压机主要由以下部件构成:
① 主机:由机架、主液压缸、推料液压缸、底板液压缸、配套模框及模具、压头等构成。
②机架部上下横梁,立柱组成。上下横梁全部由铸45#整体钢件制作而成,上下横梁用四根立柱由内外螺母连接,承受工作时的张力。
③主液压缸杜绝铸钢件,消除安全隐患。确保设备的使用寿命及使用安全性。
配套模框及模具、压头等经专业设计配合优越加工能力是设备卓越品味的保障。模具及压块机的冲头都配以可快速更换的高强度耐磨钢,型号 SDHDYJ420,冲头的前端装有便于拆卸安装的耐磨冲头压料圈,这样就能延长其使用寿命。相关部件在必要的部位都经过特殊的硬化或锻造。
④液压站:由电机,液压泵,泵保护装置,专业控制阀块和连接压块机用的管道系统构成。设计合理,质量稳定。
⑤控制台:由电气系统和plc控制系统构成。
⑥配备可调整文本显示器,动作顺序及每个动作时间完全采用PLC系统控制,并可由操作工随时调整,方便快捷,简单易懂。




伺服400吨油压机|400吨玻璃钢水箱油压机产品特点:
1、本机采用液压传动,高度专业整体阀块,超大流量通径,使系统压力损失少,密封性能好。
2、插装阀、电液比例阀的使用和独特的油路设计使液压系统完美无缺,即使在长期大负荷的情况下工作,系统也不会出现力不从心的现象。
3、系统设计预泄荷装置,大程度消除了液压冲击。
4、先进的快速装置,确保用户的生产需求。
5、电器部分采用进口PLC全自动控制系统,抗干扰能力强、故障率低。
6、机体采用整体钢结构,强度高,稳定性好,不需要安装地脚螺钉。
7、生铁屑压饼机技术特点:
8、电气部分采用PC控制,抗干扰性强,自动程度高,操作简单。
9、液压站采用整体式专业阀块及大通经装阀,杜绝了油的渗漏,降低了系统的油温,提高了系统的稳定性。
10、机架部分采用整体铸钢件,提高了设备的可靠稳定性和使用的寿命。
11、油缸采用串联式油缸,提高了运动速度和生产效率。
12、根据用户工况另带螺旋自动送料器、链条式自动出料器,降低了工人的劳动强度。
13、可编程的控制器的操作台配合捷龙专业打造,工厂其他的进料和卸料装置或者其他设备项目都可以和软件相连接,根据需要定制。
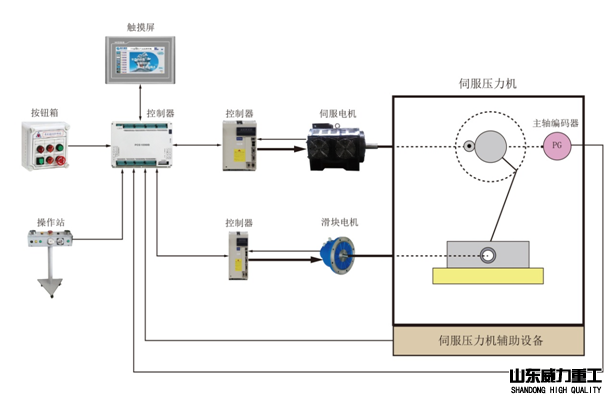
“伺服”—词源于希腊语“奴隶”的意思。人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作。在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。由于它的“伺服”性能,因此而得名——伺服系统。
伺服系统定义:
(1)伺服系统:是使物体的位置、方位、状态等输出,能够跟随输入量(或给定值)的任意变化而变化的自动控制系统。
(2)在自动控制系统中,能够以一定的准确度响应控制信号的系统称为随动系统,亦称伺服系统。
伺服的主要任务是按控制命令的要求,对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制得非常灵活方便。
伺服系统的分类及组成:伺服系统按系统结构可分为开环伺服系统、闭环伺服系统、半闭环系统、复合控制系统。具有反馈的闭环自动控制系统由位置检测部分、偏差放大部分、执行部分及被控对象组成。
伺服系统必须具备可控性好,稳定性高和适应性强等基本性能。说明一下,可控性好是指讯号消失以后,能立即自行停转;稳定性高是指转矩随转速的增加而均匀下降;适应性强是指反应快、灵敏、响态品质好。
玻璃钢水箱整体由优质的SMC水箱板拼装而成。其特点是采用食品级树脂,因此水质好,清洁无污染,产品具有强度高,重量轻,耐腐蚀,外型美观,使用寿命长,保养管理方便等特点。
伺服400吨油压机|400吨玻璃钢水箱油压机加工SMC即片状模塑料,它具有优越的电气性能,耐腐蚀性能,质轻及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子/电气等行业中。
SMC是Sheet molding compound的缩写,即片状模塑料。主要原料由SMC专用纱、不饱和树脂、低收缩添加剂,填料及各种助剂组成。它在二十世纪六十年代初首先出现在欧洲,在1965年左右,美、日相继发展了这种工艺。我国于80年代末,引进了国外先进的SMC生产线和生产工艺。 SMC具有优越的电气性能,耐腐蚀性能,质及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子电气等行业中。
1.压制前准备
(1)SMC的质量检查? SMC片材的质量对成型工艺过程及制品质量有很大的影响。因此,压制前必须了解料的质量,如树脂糊配方、树脂糊的增稠曲线、玻纤含量、玻纤浸润剂类型。单重、薄膜剥离性,硬度及质量均匀性等。
(2)剪裁 按制品的结构形状,加料位置,流程决定片材剪裁的形状与尺寸,制作样板,再按样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%一80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。
(3)设备的准备
①熟悉伺服400吨油压机|400吨玻璃钢水箱油压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。
②模具安装一定要水平,并确保安装位置在压机台面的中心,压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观。对于新模具,用前须去油。
2.加料
(1)加料量的确定 每个制品的加料量在首次压制时可按下面公式计算加料量/g=制品体积/cm3X1.8 /g
(2)加料面积的确定 加料面积的大小,直接影响到制品的密实程度,料的流动距离和制品表面质量。它与SMC的流动与固化特性、制品性能要求、模具结构等有关。一般加料面积为40%-80%,过小会因流程过长而导致玻纤取向。降低强度,增加波纹度,甚至不能充满模腔。过大,不利于
排气,易产生制品内裂纹。
(3) 加料位置与方式 加料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔中部。对于非对称性复杂制品,加料位置必须确保成型时料流同时到达模具成型内腔各端部。加料方式必须有利于排气。多层片材叠合时,好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
3.成型
当料块进入模腔后,伺服400吨油压机|400吨玻璃钢水箱油压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
(1)成型温度
成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须保证固化体系引发、交联反应的顺利进行,并实现完全的固化。
一般来说,厚度大的制品所选择的成型温度应比薄壁制品低,这样可以防止过高温度在厚制品内部产生过度的热积聚。如制品厚度为25~32mm,其成型温度为135-145℃。而更薄制品可在171℃下成型。
成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。成型温度应在高固化速度和佳成型条件之间权衡选定。一般认为,SMC成型温度在120-155℃之间。
(2)成型压力
SMC成型压力随制品结构、形状、尺寸及SMC增稠程度而异。形状简单的制品仅需5-7MPa的成型压力;形状复杂的制品,成型压力可达7-15MPa。SMC增稠程度越高,所需成型压力也越大。
成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。总之,成型压力的确定应考虑多方面因素。一般来说,SMC成型压力在3-7MPa之间。
(3) 固化时间
SMC在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。固化时间一般按40s/mm计算。对3mm以上厚制品,每增加4mm,固化时间增加lmin。

伺服400吨油压机|400吨玻璃钢水箱油压机保养及维护:
1.工作用油推荐采用32号、46号抗磨液压油,使用油温在15~60摄氏度范围内。
2.油液进行严格过滤后才允许加入油箱。
3.工作油液每一年更换一次,其中第一次更换时间不应超过三个月;
4.滑块应经常注润滑油,立柱外表露面应经常保持清洁,每次工作前应先喷注机油。
5.在公称压力500T下集中载荷大允许偏心40mm。偏心过大易使立柱拉伤或出现其它不良现象。
6.每半年校正检查一次压力表;
7.机器较长期停用,应将各加部位表面擦洗干净并涂以防锈油。



